|
|
|
|
Sintering model in MercuryDPM referred to as SinterNormal (SinterNormalSpecies, SinterInteraction).
To model sintering, the elastoplastic and dissipative forces are linear functions of the effective, elastic overlap \( (\delta > \delta_p)\), and normal velocity \( \dot{\delta} \). This model assumes that the stiffness increases with the amount of plastic deformation, due to the increased contact surface, with \( k = k_1 \) for zero plastic overlap up to maximum of \( k = k_{2}^{max}\) at maximum plastic overlap \( \delta_2^{max}\), which is set to avoid solid volume fractions above one.
The unloading stiffness is updated according to
\( \hat{k}_2 = k_1 + (k^{max}_2 - k_1)\frac{\delta_p}{\delta^{*}} \)
Header:
Interaction function:
The algorithm to compute the normal force as a function of the plastic overlap is:
| computeNormalForce | |||
|---|---|---|---|
| 1. Set the relative velocity | relativeVelocity_ | ||
| 2. Set the normal relative velocity | setNormalRelativeVelocity_ | ||
| 3. If overlap | \( \delta^n > 0 \) | ||
| 4. Calculate the effective diameter | \( D_{ij} = 2R_{ij} \) | ||
| 5. Maximum plastic flow limit overlap | \( \delta^{*} = \phi_{penet} D_{ij} \) | ||
| 6. Increase the maximum overlap if necessary | \( \delta_p^{min} = min(\delta^{*},\delta) \) | ||
| \( \delta_p= max(\delta_p^{min},\delta_p) \) | |||
| 7. Compute the unloading stiffness | \( \hat{k}_2 = k_1 + (k_2^{max} - k_1)\frac{\delta_p}{\delta^{*}} \) | ||
| 8. Compute the normal force | \( f^n = \hat{k}_2(\delta - \delta_p) \) | ||
| 9. Compute rate of plastic overlap | \( \dot{\delta_p} \) | ||
| 10. Compute plastic overlap | \( \delta_p = \dot{\delta_p} t \) | ||
| 11. Set normal force | setAbsoluteNormalForce(std::abs(normalForce)) | ||
| 12. Set force | setForce(getNormal() * normalForce) | ||
| 13. Set torque | setTorque(Vec3D(0.0, 0.0, 0.0)) |
Plastic overlap:
In MercuryDPM, the solid state of sintering is modelled updating the plastic overlap.
Frenkel SINTERTYPE::CONSTANT_RATE
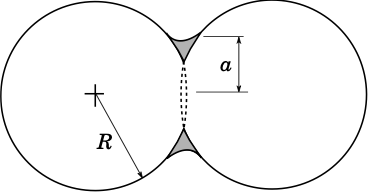
The viscous flow mechanism, which was proposed by Frenkel, can be operative in the sintering of viscoelastic materials like glass and polymers. If the material follows the behaviour of a Newtonian fluid, the neck growth and shrinkage kinetics are expressed as
\( a^2 = \frac{\gamma_s R}{\eta} t \)
where \( a \) is the contact radius, \( \gamma_s \) is the interfacial surface tension, \( \eta \) zero-shear viscosity, \( t \) is time.
The characteristic sintering time is defined as
\( \tau = \frac{R \eta}{\gamma_s} \)
\( \tau \) highlights the importance influence of the particle radius, the smaller the particle, the faster the sintering process.
Unit test: SinterForceUnitTest.cpp